
Шліфування після термообробки: яке обладнання забезпечує точність без перегріву?

Шліфування після термообробки — один із найвідповідальніших етапів обробки металу. Після гартування або відпуску деталі набувають високої твердості, але водночас стають чутливими до локального перегріву. Помилки в підборі обладнання чи режимів можуть призвести до мікротріщин і втрати точності. Верстат і інструмент мають забезпечити:
- стабільну геометрію;
- контроль температури;
- якісний фініш.
Особливості шліфування після термообробки
Після термообробки метал твердішає, стає крихким, що ускладнює подальшу обробку. Тож на фінішному етапі враховуймо такі особливості:
- збільшена твердість потребує використання спеціальних абразивів;
- мінімальне знімання матеріалу для збереження властивостей;
- контроль температури <150°C для уникнення втрати твердості;
- інтеграція ЧПК верстатів — це автоматизує процеси.
Врахування всіх нюансів забезпечить стабільність і довговічність деталей у машинобудуванні та інструментальному виробництві.
Чому змінюється структура металу та ризик перегріву?
Термообробка (гартування, відпуск) перетворює аустеніт на мартенсит, роблячи метал твердішим (до 60–65 HRC), але крихкішим. В металі утворюються внутрішні напруги, ймовірна деформація. Ризик перегріву спричинює втрату твердості, утворення тріщин. Тепло від тертя абразиву нагріває зону різання, викликаючи мікроструктурні зміни. Для зниження ризику застосовуються охолоджувачі та низькі швидкості подачі.
Вплив твердості на вибір режимів обробки
Висока твердість після термообробки (наприклад, для сталей 4140) ускладнює шліфування. Занадто агресивні режими призводять до вібрацій та перегріву. Оптимальне рішення — адаптувати параметри під матеріал. Не менш важливо працювати на змінній швидкості для контролю тепла та точності допусків до 0,002 мм.

Яке обладнання забезпечує точність без термічних дефектів?
Прецизійні шліфувальні верстати з системами охолодження та контролю вібрацій ідеальні для фінішного етапу після термообробки. Вони мінімізують тепло, забезпечуючи точність до 0,02 мм. Зокрема, для точного шліфування обирають:
- Круглошліфувальні ЧПК-верстати для циліндричних деталей.
- Плоскошліфувальні верстати з магнітними столами для рівних поверхонь.
- Безцентрові верстати для високої продуктивності без фіксації.
- Роботизовані системи з активним контролем сили (PushCorp) для автоматизації.
Таке обладнання оснащене системами балансування та датчиками для стабільності процесу.
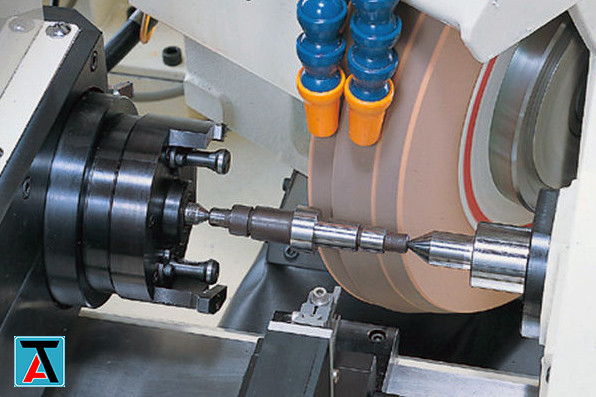
Прецизійні круглошліфувальні та плоскошліфувальні верстати
Круглошліфувальні верстати з ЧПК обробляють вали та циліндри з точністю до 0,001 мм. Плоскошліфувальні забезпечують рівність плит до 0,02 мм, з низьким тепловим впливом завдяки широким стрічкам. Високоточні верстати з автоматизованим керуванням, інтегровані з системами охолодження, виключають виникнення дефектів, мікротріщин.
Як уникнути перегріву та зберегти мікронну точність?
Щоб уникнути перегріву після термообробки, важливо діяти системно. Почніть із якісного інструменту — свіжі CBN або алмазні кола працюють стабільніше, краще відводять тепло й менше перегрівають деталь.
Не женіться за максимальною швидкістю: помірні режими (приблизно 25–35 м/с) знижують тертя й допомагають уникнути локального перегріву та втрати твердості. Обов’язковим є безперервне охолодження. Емульсія або масло під тиском, спрямовані прямо в зону контакту, ефективно відводять тепло та зменшують ризик деформацій.
Стабільність процесу забезпечує контроль: сучасні верстати з датчиками температури й вібрації дозволяють відстежувати стан у режимі реального часу. Параметри обробки мають бути помірними — невелика подача та збалансована швидкість руху столу знизять навантаження на інструмент і деталь.
Регулярне правлення шліфувального круга повертає йому гостроту й точність. Зменшити вплив людського фактора допоможуть верстати ЧПК і системи адаптивного контролю.
Системи охолодження, балансування та контроль вібрацій
Системи охолодження (водяні емульсії) відводять тепло, запобігаючи опікам (>150°C). Балансування шпинделів зменшує вібрації, забезпечуючи стабільність і точність.
Для контролю вібрацій використовуються датчики, що відстежують температуру й вібрацію в реальному часі, автоматично коригуючи режими. Це критично для твердих матеріалів, де вібрації викликають мікротріщини.
Правильний вибір абразиву та режимів шліфування
Після термообробки метал набуває підвищеної твердості, тому стандартні абразиви часто не дають потрібної ефективності. Для загартованих сталей оптимальними є CBN-кола (кубічний нітрид бору), а для надтвердих матеріалів — алмазні інструменти. Важливо підбирати зернистість залежно від задачі: грубі зерна забезпечують швидке знімання, дрібні — фінішну чистоту поверхні.
Верстати з частотним регулюванням і стабільною жорсткою станиною дозволяють точно керувати процесом і мінімізувати ризик припалів або мікротріщин.
Контроль шорсткості, допусків і стабільності процесу
Після термообробки важливо зберегти точність геометрії та параметри поверхні. Шорсткість контролюють профілометрами згідно з заданим класом чистоти. Геометричні допуски перевіряють координатно-вимірювальними машинами (CMM).
Для запобігання перегріву та відхиленням використовують системи моніторингу вібрацій і температури. Додатково застосовують неруйнівні методи контролю: вихрострумову діагностику, що допомагає виявити приховані дефекти. Працівники компанії «ДИС ГРУП» допоможуть підібрати оптимальне шліфувальне обладнання, а також алгоритм дій для фінішного шліфування.
Часті питання
Чому після термообробки зростає ризик перегріву під час шліфування?
Після гартування метал стає твердішим і крихкішим, у структурі з’являються внутрішні напруги. Навіть локальне підвищення температури може спричинити втрату твердості, появу мікротріщин або зміну розмірів деталі.
Які верстати найкраще підходять для шліфування загартованих деталей?
Для циліндричних поверхонь — прецизійні круглошліфувальні верстати з ЧПК, для площин — плоскошліфувальні з магнітними столами, для серійного виробництва — безцентрові моделі. Важливо, щоб обладнання мало стабільну станину, систему охолодження та контроль вібрацій.
Який абразив обрати для твердих сталей?
Оптимальними є CBN-кола (кубічний нітрид бору) для загартованих сталей та алмазні інструменти для надтвердих матеріалів. Вони менше перегрівають деталь і забезпечують стабільну геометрію.
Як уникнути припалів і мікротріщин?
Необхідно використовувати помірні режими обробки, постійне охолодження, регулярне правлення круга та контролювати температуру й вібрації в реальному часі.
Чи обов’язкове використання ЧПК?
Для складних і високоточних деталей — так. ЧПК забезпечує повторюваність, стабільні режими та мінімізує людський фактор, що особливо важливо після термообробки.
 Металорізальні верстати для інструментального виробництва: 5 моделей, що підвищують точність на 20-40%При виготовленні інструментів необхідно забезпечити ідеальну точність геометрії. Якість обробки актуальна і при виробництві прес-форм, штампів, оснащення агрегатів. Для цього важливо правильно вибрати й купити металорізальні верстати для інструментального виробництва. Підвищення точності на 20-40% дозволить досягти максимальної якості продукції та істотно зменшити кількість браку. Пропонуємо верстатне обладнання, розроблене спеціально для якісного виробництва.Металорізальні верстати для інструментального виробництва: 5 моделей, що підвищують точність на 20-40%
Металорізальні верстати для інструментального виробництва: 5 моделей, що підвищують точність на 20-40%При виготовленні інструментів необхідно забезпечити ідеальну точність геометрії. Якість обробки актуальна і при виробництві прес-форм, штампів, оснащення агрегатів. Для цього важливо правильно вибрати й купити металорізальні верстати для інструментального виробництва. Підвищення точності на 20-40% дозволить досягти максимальної якості продукції та істотно зменшити кількість браку. Пропонуємо верстатне обладнання, розроблене спеціально для якісного виробництва.Металорізальні верстати для інструментального виробництва: 5 моделей, що підвищують точність на 20-40% Як грамотно спланувати парк металорізального обладнання для масштабування виробництва?Розширення підприємства — раціональна перспектива, під яку важливо заздалегідь планувати масштабування парку металорізального обладнання. Інакше можуть виникнути складнощі, які фактично буде складніше вирішити, ніж при наявності грамотного прогнозування з опорою на тенденції, фактори й можливі сценарії. Реально оцінити потреби вашого підприємства та підібрати необхідне верстатне обладнання — завдання, яке професійно виконають наші експерти.Як грамотно спланувати парк металорізального обладнання для масштабування виробництва?
Як грамотно спланувати парк металорізального обладнання для масштабування виробництва?Розширення підприємства — раціональна перспектива, під яку важливо заздалегідь планувати масштабування парку металорізального обладнання. Інакше можуть виникнути складнощі, які фактично буде складніше вирішити, ніж при наявності грамотного прогнозування з опорою на тенденції, фактори й можливі сценарії. Реально оцінити потреби вашого підприємства та підібрати необхідне верстатне обладнання — завдання, яке професійно виконають наші експерти.Як грамотно спланувати парк металорізального обладнання для масштабування виробництва?