
Як правильно вибрати верстат для шліфування довгих валів: технічні вимоги і підводні камені

Шліфування довгих валів — достатньо складна операція механічної обробки. При шліфуванні довгих валів якість залежить не лише від точності верстата, але й інших факторів, зокрема здатності працювати зі значною довжиною заготовки без втрати геометрії. Неправильно підібрані верстати можуть призвести до різних дефектів, навіть якщо попередні операції виконані коректно:
- конусність;
- прогини;
- вібрації;
- нестабільна якість поверхні.
Особливості шліфування довгих валів
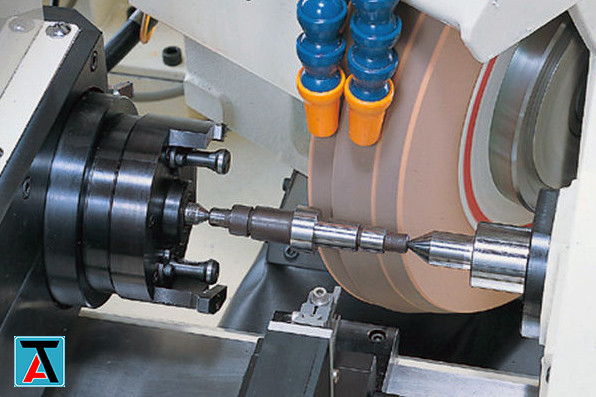
Вся складність обробки довгих валів полягає у пропорціях довжини та діаметра. Чим більша довжина деталі, тим вищий ризик прогину під власною вагою та дією шліфувальних зусиль. Навіть незначна деформація призводить до втрати співвісності, появи хвилястості поверхні або відхилень від вказаних допусків.
Крім того, довгі вали чутливі до вібрацій. При нерівномірному навантаженні, недостатній жорсткості верстата чи неправильному центруванні утворюються резонансні явища. Резонанс неможливо компенсувати лише корекцією режимів шліфування.

На які технічні параметри варто звернути увагу при виборі шліфувального верстата для довгих валів:
- Жорсткість конструкції. Станина обладнання повинна бути масивною, з високою демпфувальною здатністю, що знижує вібрації під час обробки.
- Точність і стабільність шпиндельного вузла. Для довгих деталей критично, щоби шпиндель зберігав співвісність на всій довжині обробки та працював без биття навіть за тривалих циклів.
- Максимальна довжина обробки між центрами, допустима маса деталі та можливість встановлення додаткових опор.
- Щоби отримати високу точність (6–8 квалітет), важливо обирати верстати з системою термостабілізації.
- Числове програмне керування верстата додатково гарантує стабільну якість. Окрім того, ЧПК автоматизує процеси і підвищує рівень продуктивності.
Центрування, люнети та компенсація прогину — три кити вдалого шліфування
Коректне центрування — ключ до стабільної геометрії довгих валів. Верстат обов'язково має забезпечувати точне позиціювання деталі між центрами з мінімальними похибками.
Люнети є вирішальними у підтримці вала під час шліфування. Наявність стаціонарних або рухомих люнетів зменшує прогин, допомагає стабілізувати деталь і знизити навантаження на центри. Для серійного виробництва найкращими є верстати з автоматизованими люнетами, з можливістю точного налаштування.
Сучасні верстати також використовують програмну компенсацію прогину, тобто система ЧПК коригує подачі та зусилля шліфування залежно від положення інструмента. Це особливо важливо при роботі з валами змінного діаметра або великої довжини. В компанії MetallWorks доступні сучасні шліфувальні верстати з ЧПК, здатні шліфувати довгі вали.
Підводні камені при виборі шліфувального обладнання
Одна з найпоширеніших помилок — орієнтуватися лише на максимальну довжину між центрами, не враховуючи жорсткості всієї системи. Формально верстат може відповідати потрібним габаритам, але на практиці не забезпечувати необхідну точність.
Ще один ризик — ігнорування систем підтримки деталі. Відсутність люнетів або їх низька якість призводять до нестабільного процесу та швидкого зростання браку.
Також часто недооцінюють роль ЧПК. Без тонкого налаштування режимів, компенсації деформацій і повторюваності циклів шліфування довгих валів перетворюється на постійний пошук компромісів між швидкістю та якістю.
Грамотний вибір верстата для шліфування довгих валів — це баланс між конструктивною жорсткістю, точністю вузлів, системами підтримки та рівнем автоматизації. Саме такий підхід пропонує компанія MetallWorks — сучасне шліфувальне обладнання має прогнозований ресурс, дозволяє отримати стабільну геометрію.
Часті питання
Чому шліфування довгих валів вважається складною операцією?
Через велику довжину деталі зростає ризик прогину, вібрацій і втрати співвісності. Навіть незначні деформації можуть призвести до конусності, хвилястості поверхні та виходу за допуски.
Які параметри шліфувального верстата є критичними для довгих валів?
Найважливіші — жорсткість станини, стабільність шпиндельного вузла, максимальна довжина між центрами, можливість встановлення люнетів та наявність ЧПК з функціями компенсації прогину.
Для чого потрібні люнети при шліфуванні довгих валів?
Люнети підтримують вал по довжині, зменшують прогин і вібрації, стабілізують процес обробки та знижують навантаження на центри, особливо при серійному виробництві.
 Металорізальні верстати для інструментального виробництва: 5 моделей, що підвищують точність на 20-40%При виготовленні інструментів необхідно забезпечити ідеальну точність геометрії. Якість обробки актуальна і при виробництві прес-форм, штампів, оснащення агрегатів. Для цього важливо правильно вибрати й купити металорізальні верстати для інструментального виробництва. Підвищення точності на 20-40% дозволить досягти максимальної якості продукції та істотно зменшити кількість браку. Пропонуємо верстатне обладнання, розроблене спеціально для якісного виробництва.Металорізальні верстати для інструментального виробництва: 5 моделей, що підвищують точність на 20-40%
Металорізальні верстати для інструментального виробництва: 5 моделей, що підвищують точність на 20-40%При виготовленні інструментів необхідно забезпечити ідеальну точність геометрії. Якість обробки актуальна і при виробництві прес-форм, штампів, оснащення агрегатів. Для цього важливо правильно вибрати й купити металорізальні верстати для інструментального виробництва. Підвищення точності на 20-40% дозволить досягти максимальної якості продукції та істотно зменшити кількість браку. Пропонуємо верстатне обладнання, розроблене спеціально для якісного виробництва.Металорізальні верстати для інструментального виробництва: 5 моделей, що підвищують точність на 20-40% Як грамотно спланувати парк металорізального обладнання для масштабування виробництва?Розширення підприємства — раціональна перспектива, під яку важливо заздалегідь планувати масштабування парку металорізального обладнання. Інакше можуть виникнути складнощі, які фактично буде складніше вирішити, ніж при наявності грамотного прогнозування з опорою на тенденції, фактори й можливі сценарії. Реально оцінити потреби вашого підприємства та підібрати необхідне верстатне обладнання — завдання, яке професійно виконають наші експерти.Як грамотно спланувати парк металорізального обладнання для масштабування виробництва?
Як грамотно спланувати парк металорізального обладнання для масштабування виробництва?Розширення підприємства — раціональна перспектива, під яку важливо заздалегідь планувати масштабування парку металорізального обладнання. Інакше можуть виникнути складнощі, які фактично буде складніше вирішити, ніж при наявності грамотного прогнозування з опорою на тенденції, фактори й можливі сценарії. Реально оцінити потреби вашого підприємства та підібрати необхідне верстатне обладнання — завдання, яке професійно виконають наші експерти.Як грамотно спланувати парк металорізального обладнання для масштабування виробництва?