
Шлифовка после термообработки: какое оборудование обеспечивает точность без перегрева?

Шлифовка после термообработки — один из самых ответственных этапов обработки металла. После закалки или отпуска детали приобретают высокую жесткость, но одновременно становятся чувствительными к локальному перегреву. Ошибки в подборе оборудования или режимов могут привести к микротрещинам и потере точности. Станок и инструмент должны обеспечить:
- стабильную геометрию;
- контроль температуры;
- качественный финиш.
Особенности шлифования после термообработки
После термообработки металл твердеет, становится хрупким, что усложняет дальнейшую обработку. Итак, на финишном этапе учитываем следующие особенности:
- увеличенная жесткость требует использования специальных абразивов;
- минимальная съемка материала для сохранения свойств;
- контроль температуры <150°C во избежание потери твердости;
- интеграция ЧПУ станков — это автоматизирует процессы.
Учёт всех нюансов обеспечит стабильность и долговечность деталей в машиностроении и инструментальном производстве.
Почему меняется структура металла и риск перегрева?
Термообработка (закалка, отпуск) превращает аустенит в мартенсит, делая металл более твердым (до 60–65 HRC), но более хрупким. В металле образуются внутренние напряжения, вероятна деформация. Риск перегрева приводит к потере твердости, образованию трещин. Тепло от трения абразива нагревает зону резки, вызывая микроструктурные изменения. Для снижения риска используются охладители и низкие скорости подачи.
Влияние жесткости на выбор режимов обработки
Высокая жесткость после термообработки (например, для сталей 4140) затрудняет шлифование. Слишком агрессивные режимы приводят к вибрациям и перегреву. Оптимальное решение — адаптировать параметры под материал. Не менее важно работать на переменной скорости для контроля тепла и точности допусков до 0,002 мм.

Какое оборудование обеспечивает точность без тепловых дефектов?
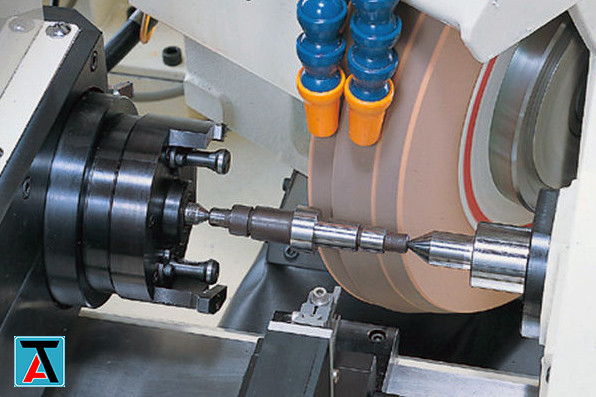
Прецизионные шлифмашины с системами охлаждения и контроля вибраций идеальны для финишного этапа после термообработки. Они минимизируют тепло, обеспечивая точность до 0,02 мм. В частности, для точной шлифовки выбирают:
- Круглошлифовальные ЧПУ-станки для цилиндрических деталей.
- Плоскошлифовальные станки с магнитными столами для ровных поверхностей.
- Бесцентровые станки для высокой производительности без фиксации.
- Роботизированные системы с активным контролем силы (PushCorp) для автоматизации.
Такое оборудование использует оснащенные системами балансировки и датчиками для стабильности процесса.
Прецизионные круглошлифовальные и плоскошлифовальные станки
Круглошлифовальные станки с ЧПУ обрабатывают валы и цилиндры с точностью до 0,001 мм. Плоскошлифовальные обеспечивают ровность плит до 0,02 мм, с низким тепловым воздействием благодаря широким лентам. Высокоточные станки с автоматизированным управлением, интегрированные с системами охлаждения, исключают дефекты, микротрещины.
Как избежать перегрева и сохранить микронную точность?
Чтобы избежать перегрева после термообработки, важно действовать системно. Начните с качественного инструмента — свежие CBN или алмазные круги работают более стабильно, лучше отводят тепло и меньше перегревают деталь.
Не гонитесь за максимальной скоростью: умеренные режимы (примерно 25–35 м/с) снижают трение и помогают избежать локального перегрева и потери твердости. Обязательно непрерывное охлаждение. Эмульсия или масло под давлением, направленные прямо в контактную зону, эффективно отводят тепло и уменьшают риск деформаций.
Стабильность процесса обеспечивает контроль: современные станки с датчиками температуры и вибрации позволяют отслеживать состояние в режиме реального времени. Параметры обработки должны быть умеренными — небольшая подача и сбалансированная скорость движения стола снизят нагрузку на инструмент и деталь.
Регулярное правление шлифовального круга возвращает ему остроту и точность. Уменьшить влияние человеческого фактора помогут станки ЧПУ и системы адаптивного контроля.
Системы охлаждения, балансировки и контроля вибраций
Системы охлаждения (водяные эмульсии) отводят тепло, предотвращая ожоги (>150°C). Балансировка шпинделей уменьшает вибрации, обеспечивая стабильность и точность.
Для контроля вибраций используются датчики, отслеживающие температуру и вибрацию в реальном времени, автоматически корректируя режимы. Это критично для жестких материалов, где вибрации вызывают микротрещины.
Системы охлаждения, балансировки и контроля вибраций
Системы охлаждения (водяные эмульсии) отводят тепло, предотвращая ожоги (>150°C). Балансировка шпинделей уменьшает вибрации, обеспечивая стабильность и точность.
Для контроля вибраций используются датчики, отслеживающие температуру и вибрацию в реальном времени, автоматически корректируя режимы. Это критично для жестких материалов, где вибрации вызывают микротрещины.
Правильный выбор абразива и режимов шлифования
После термообработки металл приобретает повышенную жесткость, поэтому стандартные абразивы часто не дают нужной эффективности. Для закаленных сталей оптимальны CBN-круги (кубический нитрид бора), а для сверхтвердых материалов — алмазные инструменты. Важно подбирать зернистость в зависимости от задачи: грубые зерна обеспечивают быструю съемку, мелкие — финишную чистоту поверхности.
Станки с частотной регулировкой и стабильной жесткой станиной позволяют точно управлять процессом и минимизировать риск прижигов или микротрещин.
Контроль шероховатости, допусков и стабильности процесса
После термообработки важно сохранить точность геометрии и параметры поверхности. Шероховатость контролируют профилометрами согласно заданному классу чистоты. Геометрические допуски проверяют координатно-измерительными машинами (CMM).
Для предотвращения перегрева и отклонений используют системы мониторинга вибраций и температуры. Дополнительно применяют неразрушающие методы контроля. Сотрудники компании «ДИС ГРУПП» помогут подобрать оптимальное шлифовальное оборудование, а также алгоритм действий для финишной шлифовки.
Часто задаваемые вопросы
Почему после термообработки возрастает риск перегрева при шлифовании?
После закалки металл становится более твердым и хрупким, в структуре появляются внутренние напряжения. Даже локальное повышение температуры может привести к потере жесткости, появлению микротрещин или изменению размеров детали.
Какие станки лучше всего подходят для шлифования закаленных деталей?
Для цилиндрических поверхностей — прецизионные круглошлифовальные станки с ЧПУ, для плоскостей — плоскошлифовальные с магнитными столами, для серийного производства — бесцентровые модели. Важно, чтобы оборудование имело стабильную станину, систему охлаждения и контроль вибраций.
Какой абразив выбрать для жестких сталей?
Оптимальными являются CBN-круги (кубический нитрид бора) для закаленных сталей и алмазные инструменты для сверхтвердых материалов. Они меньше перегревают деталь и обеспечивают стабильную геометрию.
Как избежать прижигов и микротрещин?
Необходимо использовать умеренные режимы обработки, постоянное охлаждение, регулярное управление круга и контролировать температуру и вибрации в реальном времени.
Обязательно ли использование ЧПУ?
Для сложных и высокоточных деталей — да. ЧПУ обеспечивает повторяемость, стабильные режимы и минимизирует человеческий фактор, что особенно важно после термообработки.
 Металлорежущие станки для инструментального производства: 5 моделей, повышающих точность на 20-40%При изготовлении инструментов необходимо обеспечить идеальную точность геометрии. Качество обработки актуально и при производстве пресс-форм, штампов, оснащения агрегатов. Для этого важно правильно выбрать и купить металлорежущие станки для инструментального производства. Повышение точности на 20-40% позволит достичь максимального качества продукции и существенно уменьшить количество брака. Предлагаем станочное оборудование, разработанное специально для качественного производства.Металлорежущие станки для инструментального производства: 5 моделей, повышающих точность на 20-40%
Металлорежущие станки для инструментального производства: 5 моделей, повышающих точность на 20-40%При изготовлении инструментов необходимо обеспечить идеальную точность геометрии. Качество обработки актуально и при производстве пресс-форм, штампов, оснащения агрегатов. Для этого важно правильно выбрать и купить металлорежущие станки для инструментального производства. Повышение точности на 20-40% позволит достичь максимального качества продукции и существенно уменьшить количество брака. Предлагаем станочное оборудование, разработанное специально для качественного производства.Металлорежущие станки для инструментального производства: 5 моделей, повышающих точность на 20-40% Как грамотно спланировать парк металлорежущего оборудования для масштабирования производства?Расширение предприятия — рациональная перспектива, под которую важно заранее планировать масштабирование парка металлорежущего оборудования. Иначе могут возникнуть сложности, которые фактически будет сложнее решить, чем при наличии грамотного прогнозирования с опорой на тенденции, факторы и возможные сценарии. Реально оценить потребности вашего предприятия и подобрать необходимое станочное оборудование — задача, которую профессионально выполнят наши эксперты.Как грамотно спланировать парк металлорежущего оборудования для масштабирования производства?
Как грамотно спланировать парк металлорежущего оборудования для масштабирования производства?Расширение предприятия — рациональная перспектива, под которую важно заранее планировать масштабирование парка металлорежущего оборудования. Иначе могут возникнуть сложности, которые фактически будет сложнее решить, чем при наличии грамотного прогнозирования с опорой на тенденции, факторы и возможные сценарии. Реально оценить потребности вашего предприятия и подобрать необходимое станочное оборудование — задача, которую профессионально выполнят наши эксперты.Как грамотно спланировать парк металлорежущего оборудования для масштабирования производства?