
Где в производственном цикле чаще возникает брак — и как шлифование помогает его избежать

Качество готовой детали зависит не от одного этапа, а от всего производственного цикла. Даже незначительные отклонения на промежуточных операциях способны накапливаться и приводить к браку. Поэтому важно понимать, где возникают критические риски и какую роль играет финишная обработка.
Критические этапы производственного цикла с точки зрения брака
Чаще всего дефекты появляются на этапах первичной механической обработки, в частности:
- токарные;
- фрезерные;
- сверлильные операции.
Отдельную зону риска составляет термическая обработка, во время которой материал испытывает внутренние напряжения. Даже незначительные нарушения температурного режима или неравномерное охлаждение могут привести к короблению детали и изменению ее размеров. Также дефекты могут возникать во время межоперационной транспортировки, когда детали деформируются из-за неправильного складирования или механических нагрузок.

Какие причины чаще всего приводят к браку и отклонениям геометрии:
- изношенный инструмент;
- вибрации;
- неподходящие температуры;
- неточная фиксация заготовки;
- человеческий фактор.
Комбинация нескольких таких факторов приводит к типичным дефектам: волнистой поверхности, микротрещинам, отклонениям от заданных размеров и допусков. В результате деталь требует дополнительной обработки или полностью выбраковывается, что негативно влияет на эффективность производственного процесса.
Одним из факторов риска является накопление погрешностей после черновой обработки. После черновой обработки допускаются определенные отклонения, но без корректировки они сохраняются в последующих операциях. Каждый микрон неточности добавляется к предыдущему, и на финальном этапе деталь может существенно не соответствовать допускам.
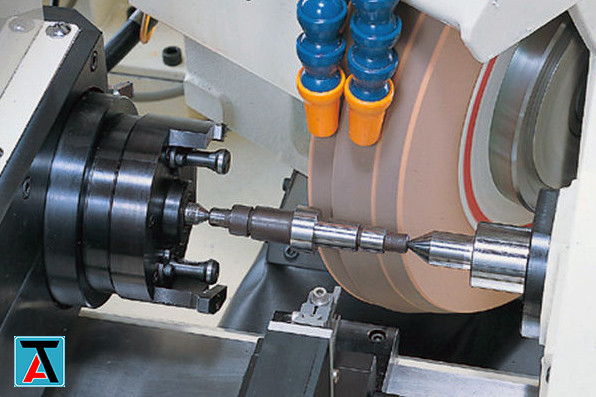
Роль шлифования в стабилизации качества деталей
Шлифование — это финальный и одновременно самый ответственный этап механической обработки. Именно от финишного шлифования зависит качество готовой детали. Поэтому на этом этапе важно точно сформировать геометрию, провести коррекцию размеров и достичь заданных параметров шероховатости поверхности. Шлифование позволяет компенсировать погрешности, накопившиеся во время предыдущих операций — токарных, фрезерных или термических.
Современные шлифовальные станки обеспечивают высокую стабильность процесса благодаря жесткой конструкции, точным системам позиционирования и контролю подачи. Это позволяет обрабатывать детали с минимальными допусками, добиваться микронной точности и повторяемости результатов в серийном производстве. Важным преимуществом является также возможность работы с различными материалами — от конструкционных сталей до закаленных и легированных сплавов.
Отдельную роль играет качество поверхности после шлифования. Низкая шероховатость уменьшает износ деталей в узлах трения, повышает их ресурс и надежность в дальнейшей эксплуатации. Кроме того, правильно подобранные режимы шлифования позволяют избежать термических повреждений, микротрещин, которые могут критически влиять на прочность изделия.
Использование современных шлифовальных станков с ЧПУ существенно снижает процент брака, снижает затраты на переработку и гарантирует стабильное качество каждой детали. Почему стоит выбрать для производства шлифовальные станки от MetallWorks:
- Высокая точность обработки. Благодаря ЧПУ и жесткой конструкции станки обеспечивают микронную точность и стабильность геометрических размеров даже в серийном производстве.
- Повторяемость результата. Программное управление и автоматизированные циклы позволяют получать идентичные параметры поверхности и допуски на всех обрабатываемых деталях, что критично для массового производства.
- Стабильное качество поверхности. Шлифовальные станки с ЧПУ формируют однородную шероховатость и уменьшают вибрации во время производственного цикла.
- Автоматизация процесса. ЧПУ-система сохраняет настройки, режимы и последовательности обработки, что снижает влияние человеческого фактора и повышает производительность труда.
Выбирая шлифовальные станки от MetallWorks, вы дополнительно получаете гарантийное и сервисное обслуживание.
Часто задаваемые вопросы
На каких этапах производства чаще всего возникает брак?
Наибольшие риски приходятся на токарные, фрезерные и сверлильные операции, а также на термическую обработку и межоперационную транспортировку деталей.
Почему погрешности после черновой обработки критичны?
После черновой обработки допускаются отклонения, но без коррекции они накапливаются в последующих операциях и могут привести к выходу за допуски на финальном этапе.
Каковы основные причины отклонений геометрии деталей?
К наиболее распространенным причинам относятся изношенный инструмент, вибрации, температурные колебания, неточная фиксация заготовки и человеческий фактор.
Какую роль играет шлифование в производственном цикле?
Шлифование — это финишный этап, который позволяет скорректировать размеры, выровнять геометрию и достичь заданной шероховатости поверхности.
 Металлорежущие станки для инструментального производства: 5 моделей, повышающих точность на 20-40%При изготовлении инструментов необходимо обеспечить идеальную точность геометрии. Качество обработки актуально и при производстве пресс-форм, штампов, оснащения агрегатов. Для этого важно правильно выбрать и купить металлорежущие станки для инструментального производства. Повышение точности на 20-40% позволит достичь максимального качества продукции и существенно уменьшить количество брака. Предлагаем станочное оборудование, разработанное специально для качественного производства.Металлорежущие станки для инструментального производства: 5 моделей, повышающих точность на 20-40%
Металлорежущие станки для инструментального производства: 5 моделей, повышающих точность на 20-40%При изготовлении инструментов необходимо обеспечить идеальную точность геометрии. Качество обработки актуально и при производстве пресс-форм, штампов, оснащения агрегатов. Для этого важно правильно выбрать и купить металлорежущие станки для инструментального производства. Повышение точности на 20-40% позволит достичь максимального качества продукции и существенно уменьшить количество брака. Предлагаем станочное оборудование, разработанное специально для качественного производства.Металлорежущие станки для инструментального производства: 5 моделей, повышающих точность на 20-40% Как грамотно спланировать парк металлорежущего оборудования для масштабирования производства?Расширение предприятия — рациональная перспектива, под которую важно заранее планировать масштабирование парка металлорежущего оборудования. Иначе могут возникнуть сложности, которые фактически будет сложнее решить, чем при наличии грамотного прогнозирования с опорой на тенденции, факторы и возможные сценарии. Реально оценить потребности вашего предприятия и подобрать необходимое станочное оборудование — задача, которую профессионально выполнят наши эксперты.Как грамотно спланировать парк металлорежущего оборудования для масштабирования производства?
Как грамотно спланировать парк металлорежущего оборудования для масштабирования производства?Расширение предприятия — рациональная перспектива, под которую важно заранее планировать масштабирование парка металлорежущего оборудования. Иначе могут возникнуть сложности, которые фактически будет сложнее решить, чем при наличии грамотного прогнозирования с опорой на тенденции, факторы и возможные сценарии. Реально оценить потребности вашего предприятия и подобрать необходимое станочное оборудование — задача, которую профессионально выполнят наши эксперты.Как грамотно спланировать парк металлорежущего оборудования для масштабирования производства?