
Высокоскоростные токарные центры с ЧПУ серии GLS-1500 и GLS-2000








- Под заказ
 Отправка с 24 октября 2026
Отправка с 24 октября 2026Цену уточняйте
Минимальная сумма заказа на сайте — 5 000 ₴
- +380 (66) 436-19-12Мехобработка Алексей Сергеевич
- +380 (96) 917-10-17Отдел снабжения Игорь Степанович

Высокоскоростной токарный центр с ЧПУ серии GLS-1500 сочетает сверх жесткость, высокоскоростной поворот и компактные размеры, обеспечивает сверхэффективную мощность резки. Серия GLS-1500 оснащена дополнительной револьверной головкой.

Широкий диапазон скоростей шпинделя, наклонная станина, направляющие качения, высокая скорость смены инструмента и сверхбыстрое перемещение по осям – это станки серии GLS. Из особенностей следует отметить возможность установки приводной револьверной головки с C-осью, Y-оси, а также возможность установки инструментального стола вместо револьверной головки.
-
Наклонная станина с углом наклона 30˚ обеспечивает плавное удаление стружки и легкий доступ оператора.
-
Для долговечности используются стальные крышки и специальные стеклоочистители, формируемые из промышленной прочной резины.
-
Полностью закрытые от брызг щитки удерживают стружку и охлаждающую жидкость для безопасной и чистой рабочей среды.
-
Система автоматической смазки подает дозированное количество смазки к направляющим, шариковым винтам и другим основным узлам оборудования.
-
Разделение автоматически отключается во время холостого хода для экономии.
|
Серия |
GLS-1500 |
GLS-2000 |
|
Размер патрона |
6 дюймов |
8 дюймов |
|
Диаметр прутка |
Ø 51 мм |
Ø 65 мм |
|
Поворот |
330 мм |
|

- Каретка оси Z вручную фиксируется на основе задней бабки и перемещает ее в нужное положение с высокой точностью.
- Удлинением вала можно управлять с помощью программы, облегчающей монтаж в центральное отверстие.

Конструкция
- Основные структурные компоненты объединены в одну прочную платформу. Низкий центр тяжести с наклоном станины на 30° обеспечивает максимально жесткую основу для передней бабки, револьверной головки и задней бабки.
- Созданная для того, чтобы выдерживать долгие годы жесткой высокопроизводительной токарной обработки, цельная, термически сбалансированная станина и литейные детали с сильными ребрами изготовлены из литья «MEEHANITE».
- Конструкция станины с наклоном на 30 градусов дополнительно обеспечивает превосходную поддержку передней, револьверной и задней бабок, тем самым создавая жесткость, необходимую для долговременной высокоточной токарной обработки и эффективного удаления стружки.
- С помощью анализа методом конечных элементов (FEA) армирующие ребра заливаются непосредственно в цельную конструкцию станины.
- Механическая жесткость увеличена более чем на 20% по сравнению с традиционными конструкциями.
- Серия GLS-1500 способна выполнять тяжелую токарную обработку и сохранять высокую точность в течение длительного времени. Повышенная жесткость также обеспечивает увеличение срока службы инструмента.



Максимальная мощность и надежность
- Цельная термо сбалансированная передняя бабка с сильными ребрами равномерно распределяет тепло, уменьшая деформацию и тем самым повышая точность обработки.
- Стандартная функция жесткого нарезания метчика обеспечивает высокоскоростное точное нарезание резьбы без использования плавающих держателей метчика. Упрощена настройка и более точная глубина резьбы, что обеспечивает максимальную производительность.
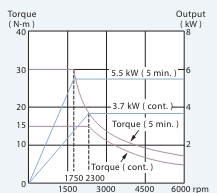
- Прецизионная система прямого ременного привода обеспечивает лучший контроль шпинделя, гибкость и удобство обслуживания. Передаточные числа шкивов точно настраивают максимальное число оборотов двигателя в соответствии с максимальными оборотами шпинделя, что обеспечивает полную мощность при минимально возможных оборотах.
- Модели GLS-1500 доступны со встроенными двигателями шпинделя, которые заменяют традиционные ремни и шкивы. Эта усовершенствованная система обеспечивает более быструю реакцию шпинделя, снижает вибрацию и потери мощности, что приводит к сокращению времени цикла, повышению точности и снижению затрат на техническое обслуживание.


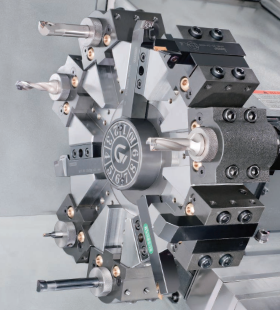
Система индексации высокоскоростного серводвигателя обеспечивает 10- или 12-позиционную револьверную головку временем индексации всего 0,2 секунды. Высокоточные криволинейные муфты большого диаметра и гидравлический зажим используются для повышения точности индексации инструмента и жесткости диска револьверной головки.
Муфты криволинейной формы обеспечивают большую площадь контакта и имеют функцию автоматической очистки, отсутствующую в традиционных муфтах.
Доступны дополнительные револьверные головки на 24 инструмента и револьверные головки группового типа, обеспечивающие большую гибкость обработки.
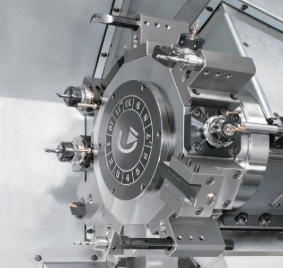
Возможности приводного инструмента и управления осью C в серии GLS-1500 и GLS-2000 позволяют станку выполнять несколько задач на заготовке, таких как токарная обработка, фрезерование, сверление и нарезание резьбы. Это исключает использование дополнительной рабочей силы и длительного времени цикла, одновременно снижая потери точности, которые могут возникнуть, если деталь перемещается с одного станка на другой.
Револьверная головка с приводным инструментом оснащена усовершенствованной технологией индексации сервоприводов, позволяющую достичь времени индексации 0,2 секунды для соседних станций и 0,5 секунды для станций на противоположном конце диска.
Благодаря новейшим технологиям приводной инструмент приводится в движение серводвигателем переменного тока, обеспечивающим достаточную мощность в виде крутящего момента.
В серии GLS-1500L доступен подшпиндель с патроном размером 5 дюймов, приводимый в движение мощным встроенным двигателем FANUC (интегрированный двигатель) мощностью 5,5 кВт (7 л.с., 5 мин.) для задней обработки.
Перемещение вспомогательного шпинделя по оси Z2 осуществляется с помощью высокопроизводительной линейной направляющей, которая обеспечивает высокую скорость, высокую точность и низкое истирание.
-
Автоматический перенос детали с главного шпинделя на вспомогательный шпиндель экономит рабочую силу и время цикла, одновременно снижая потери точности, которые могут возникнуть при перемещении детали со станка на станок вручную.

- Конфигурация подшпинделя с диаметром прутка 32 мм (1,25 дюйма) также идеально подходит для обработки длинных заготовок, таких как валы малого диаметра. Оба конца заготовки могут поддерживаться главным и вспомогательным шпинделями, что позволяет повысить точность обработки.

Обработка по оси Y
- Управление по оси Y еще больше расширяет возможности многозадачного приводного инструмента и повышает точность обработки. Доступна высокоточная обработка канавок и сверление со смещением оси X.


Спецификации
| Характеристика | GLS-1500 / L | GLS-2000 / L |
| Параметры обработки | ||
| Макс. диаметр оборота | 560 мм | |
| Макс. диаметр точения над суппортом | 230 мм | |
| Макс. диаметр поворота | 390 мм | |
| Стандартный диаметр точения | 168 мм | |
| Макс. длина точения | 330 мм | 630 мм |
| Размер патрона | Ø 6 дюймов (отверстие) | Ø 8 дюймов (отверстие) |
| Диаметр прутка | 51 мм | 65 мм |
| Шпиндель | ||
| Отверстие шпинделя | 61 мм | 76 мм |
| Диаметр подшипника шпинделя | 90 мм | 110 мм |
| Гидравлический цилиндр | Ø 8" | Ø 10" |
| Хвостовик шпинделя | A2-5 | A2-6 |
| Мощность двигателя | 11 кВт | 15 кВт |
| Полная выходная скорость двигателя | 750 об/мин | |
| Система привода шпинделя | Прямой ременный привод | |
| Передаточное число привода шпинделя | 1:1 (опция 211:151) | 1:1 (опция 211:171) |
| Диапазон скоростей шпинделя | 6000 об/мин | 4500 об/мин |
| Полная выходная скорость шпинделя | 750 об/мин | |
| Встроенный двигатель шпинделя (опция) | ||
| Диаметр прутка | 42 мм | - |
| Тип двигателя шпинделя | αB112M/15 000i | - |
| Мощность двигателя | 5,5 кВт | - |
| Шпинделей оси Cs (опция) | ||
| Приводной двигатель оси | Cs Bz-датчик | |
| Мин. Угол индексации шпинделя | ± 0,001° | |
| Динамическая точность | ± 0,002° | |
| Оси X и Z | ||
| Макс. ход по оси X | 230 мм | |
| Макс. ход по оси Z | 330 мм | 630 мм |
| Тип направляющей | линейная направляющая | |
| Скорость подачи | 1~ 4800 мм/мин | |
| Серводвигатель оси X | переменного тока 2,7 кВт (3,6 л.с.) | |
| Серводвигатель оси Z | переменного тока 2,7 кВт (3,6 л.с.) | |
| ШВП оси X Ø/шаг | Ø 32 мм/шаг 10 | |
| ШВП оси Z Ø/шаг | Ø 32 мм/шаг 10 | |
| Упор по осям X/Z | 769 кг | |
| Турель | ||
| Позиции | 12 | 10 |
| Индексация | 0,2 сек. по порядку/ 0,5 сек. на 180 градусов (за шаг) | |
| Индексирующий привод | Серводвигатель переменного тока FANUC | |
| Точность | Позиционирование: ± 0,00069°, повторяемость: ± 0,00027° | |
| Размер хвостовика инструмента | 25 мм | |
| Турель с приводным инструментом (опция) | ||
| Максимальный поворот | 210 мм | 540 мм |
| Позиции | 12 (24 индексируемые) | |
| Позиции с приводными инструментами | 12 (Приводные инструменты вращаются только в рабочем положении.) | |
| Приводной двигатель инструмента | 2,7 кВт | |
| Крутящий момент инструмента | 0,2 сек. по порядку/ 0,5 сек. на 180 градусов (за шаг) | |
| Размер хвостовика инструмента | 20 мм | |
| Размер хвостовика приводного инструмента | Ø 16 мм, цанга ER 25 | |
| Диапазон оборотов приводного инструмента | 4000 об/мин | |
| Ось Y (опция) | ||
| Макс. диаметр поворота | 310 мм | |
| Макс. длина поворота | 540 мм | |
| Макс. перемещение по оси Y | 70 мм = ± 35 мм1 | |
| Ускорение | 10 м/мин | |
| Тип направляющей | Линейная направляющая | |
| Скорость подачи | 1 ~ 4800 мм/мин | |
| Серводвигатель оси Y | Переменный ток 2,7 кВт (3,6 л.с.) | |
| ШВП оси Y Ø/шаг | Ø 32 мм / Шаг 10 | |
| Упор по оси Y (продолжение) | 769 кг | |
| Задняя бабка (опция) | ||
| Конус центра пиноли | MT#4 | |
| Диаметр пиноли | 70 мм | |
| Перемещение | 80 мм | 150 мм |
| Ход основания | 300 мм | 500 мм |
| Программируемое перо/основание | да | нет |
| Программируемый базовый тип | Позиционируется кареткой по оси Z | |
| Подшпиндель (опция) | ||
| Отверстие шпинделя | 42 мм | |
| Диаметр прутка | 31 мм | |
| Диаметр подшипника шпинделя | 75 мм | |
| Диаметр хвостовика | 110 мм | |
| Система привода шпинделя | Встроенный мотор | |
| Передаточное число шпинделя | 1:1 | |
| Частота оборотов | 6000 об/мин | |
| Перемещение по оси Z2 | 630 мм | |
| Ускорение по оси Z2 | 30 м/мин | |
| Тип направляющей | Линейная направляющая | |
| ШВП оси Z2 Ø/шаг | Ø 32 мм / Шаг 10 | |
| Упор по оси Z2 (продолжение) | 448 кгс | |
| Общие данные | ||
| Повторяемость по оси X | ± 0,002 мм | |
| Повторяемость по оси Z | ± 0,002 мм | |
| Стандартное управление ЧПУ | FANUC Oi-TF или 31i | |
| Требуемое напряжение/мощность | AC 200/220 от +10% до -15%, 3 фазы/20 кВА | |
| Емкость гидравлического бака | 20 л | |
| Емкость бака охлаждающей жидкости | 100 л | 160 л (модель с осью Y: 170 л) |
| Насос охлаждающей жидкости | 0,5 кВт (3/4 л.с., 60 Гц), номинальное давление 3 бар (43,5 фунтов на квадратный дюйм) | |
| Масса | 3000 кг | 3400 кг (модель с осью Y: 170 л) |
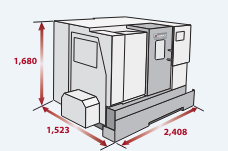
| Габариты | 2174 х 1523 х 1680 мм | 2,612 x 1,780 x 1,716 мм |

| Основные | |
|---|---|
| Производитель | Fanuc |
| Дополнительный сервис | Установка, Сервисное обслуживание, Обучение |
| Состояние | Новое |
| ЧПУ | Да |
- Цена: Цену уточняйте