
Високошвидкісні токарні центри зі ЧПК серій GLS-2800/GLS-3300










- Під замовлення
 Відправка з 24 жовтня 2026
Відправка з 24 жовтня 2026Ціну уточнюйте
Мінімальна сума замовлення на сайті — 5 000 ₴
- +380 (66) 436-19-12Мехобробка Олексій Сергійович
- +380 (96) 917-10-17Відділ постачання Ігор Степанович

Серія GLS-2800/GLS-3300 має високоточні лінійні напрямні й відрізняється великою робочою зоною, високою потужністю, швидкою різкою, що забезпечує обробку з високою ефективністю. Завдяки додатковій револьверній головці з приводним інструментом, осями C, Y, підшпинделем та іншими розширеними функціями, GLS-2800/3300 може виконувати завдання точіння, фрезерування, свердління, нарізування різьблення та зміщення від центру з однієї установки. Можливості обробки рівні інтеграції токарного центру та обробного центру, що значно знижує час циклу обробки та трудовитрати, а також запобігає помилці точності при переміщенні заготовки на інший верстат.

Осі X/Z і вісь Y (опція) використовують високошвидкісну та точну конструкцію лінійних напрямних, що забезпечує оптимальний рух та ефективність.
1 8 Двигун потужністю 5 кВт (GLS-3300) з крутним моментом шпинделя до 757 Нм, який легко долає будь-які матеріали.

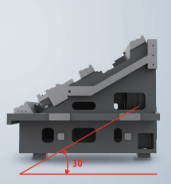
Супержорстка конструкція
- Основні структурні компоненти об'єднані в одну міцну платформу. Конструкція станини з низьким центром ваги та нахилом на 30° забезпечує максимально жорстку основу для передньої бабки, револьверної головки та задньої бабки.
- Ребриста, суцільна, термічно збалансована станина та ливарні деталі, створені для того, щоб витримувати роки жорсткої високопродуктивної токарної обробки, виготовлені з відливки «MEEHANITE», яка може забезпечити ефективніший захист від демпфування та зменшити деформацію, що забезпечує набагато триваліший термін експлуатації.
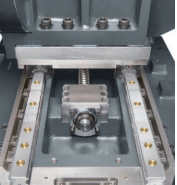
- Осі X/Z використовують серводвигун FANUC серії αi вищого рівня, який може забезпечити швидке пришвидшення/занурення та потужне зусилля, що скорочує час циклу оброблення.
- Загартовані та прецизійно шліфовані кулькові гвинти класу C3 забезпечують найвищу точність і довговічність. Також кулько-гвинтові пари мають наскрізне ущільнення для усунення люфту.
- В осях X і Z використовуються високопродуктивні лінійні напрямні кулькового типу, які забезпечують високу точність, високу швидкість і низький рівень стирання. (Як опція доступні лінійні напрямні роликового типу).

Надміцна передня бабка являє собою суцільну деталь, посилену теплорозподільними ребрами, які можуть посилювати теплове випромінювання, мінімізувати теплове зміщення та знижувати похибку термічної деформації.
Над високоточними підшипниками класу P4 (клас 7) збираються безпосередньо для забезпечення максимального рівня підтримки та точності. Конфігурація підшипників являє собою оптимальну двоточкову конструкцію для важких умов різання зі стабільною продуктивністю та тривалим терміном експлуатації з високою точністю.
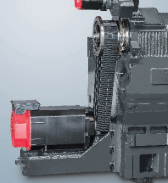
Спеціалізований високопродуктивний двигун шпинделя з ремінним приводом може знизити вплив тепла, що виділяється двигуном. Передавальні числа шківів відрегульовані так, щоб максимальна швидкість двигуна відповідала максимальній швидкості шпинделя, що забезпечує повну потужність на найнижчій швидкості та максимальний крутний момент.

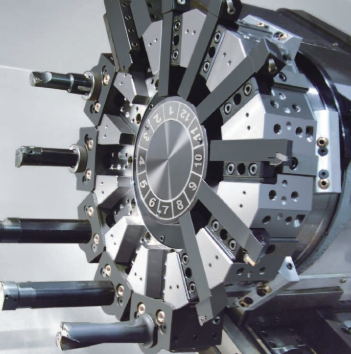
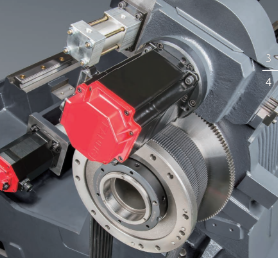
Система індексації інструмента із серводвигуном для важких навантажень забезпечує револьверну головку на 10 або 12 позицій часом індексації всього 0,3 секунди.
Високоточні криволінійні муфти з інструментальною пластиною великого діаметра Ø 250 мм. Зусилля затискача 6400 кг забезпечує жорсткість револьверної головки в будь-яких умовах оброблення.
Криволінійні муфти забезпечують автоцентрування, автоматичне очищення та велику площу контакту, що відрізняє їх від традиційних муфт.
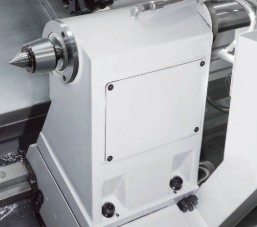
Програмовна базова задня бабка дає змогу ефективно виконувати складні завдання оброблення.
Каретка осі Z автоматично фіксується біля основи задньої бабки та переміщає її в бажане положення.
Регулювання пінолі (MT#4) програмується, а тягу можна регулювати за допомогою гідравліки.

Наджорстка трикомпонентна криволінійна конструкція муфти забезпечує револьверну головку стабільністю під час індексації.
Револьверна головка приводного інструменту з 12 позиціями забезпечує 12 пазів для приводного інструменту (інструменти приводного інструменту обертаються тільки в робочому положенні) й обладнана непіднімним диском револьверної головки.
Завдяки новітнім технологіям приводний інструмент приводиться в рух серводвигуном змінного струму, що забезпечує достатню потужність у формі крутного моменту.

Підшпиндель
- Обладнання даних серій модно укомплектувати додатковим підшпинделем для оброблення задньої частини деталі. Для стрижня діаметром 51 мм використовується 8-дюймовий патрон з ежектором, який дає змогу готовим деталям плавно та успішно падати на уловлювач. Всі процеси, починаючи з завантаження деталей, можуть здійснюватися на одній установці.
- Автоматичне перенесення деталі з головного шпинделя на допоміжний шпиндель заощаджує робочу силу та час циклу, одночасно знижуючи втрати точності, які можуть виникнути під час переміщення деталі з верстата на верстат вручну.
- Конфігурація протишпинделя також ідеально підходить для оброблення довгих заготівок, як вали малого діаметра. Обидва кінці заготовки можуть підтримуватися головним і допоміжними шпинделями, що дає змогу точно обробляти середню частину.

Вісь Y
- Опціональне керування віссю Y дає змогу здійснювати одночасне оброблення за осями X, Y, Z, C, що дає змогу серії працювати зі зміщенням осі Y на 100 мм під час фрезерування (зміщення від центру ± 50 мм), свердління та нарізування різі.

Специфікації
| Характеристика | GLS-2800 | GLS-3300 |
| Максимальний діаметр точіння | 760 мм | |
| Максимальний діаметр точіння над супортом | 440 мм | |
| Макс. діаметр повороту | 440 мм | |
| Стандартний діаметр повороту | 254 мм | |
| Макс. довжина повороту | 720 мм | 710 мм |
| Гідравлічний патрон | 10 дюймів | 12 дюймів |
| Діаметр прутка | 75 мм | 90 мм |
| Шпиндель | ||
| Отвір шпинделя | 90 мм | 101 мм |
| Діаметр підшипника шпинделя | 130 мм | 140 мм |
| Гідравлічний циліндр | 10 дюймів | 12 дюймів |
| Хвостовик | A2-8 | |
| Потужність двигуна (продовження/30 хв) | 11/15 кВт | 15/18,5 кВт |
| Повна вихідна швидкість двигуна | 750 об/хв | 575 об/хв |
| Система приводу шпинделя | Пряме ремінне передавання | |
| Передатне число шпинделя | 7 : 12 | |
| Діапазон швидкостей шпинделя | 3500 об./хв | 3000 об/хв |
| Повна вихідна швидкість шпинделя | 438 об./хв | 335 об./хв |
| Шпиндель осі С (опція) | ||
| Приводний двигун осі Cf | Серводвигун змінного струму FANUC | |
| Мін. кут індексації шпинделя | ± 0.001° | |
| Динамічна точність | ± 0.002° | |
| Осі X й Z | ||
| Переміщення за віссю X | 250 мм | |
|
Переміщення за віссю Z |
750 мм | |
| Пришвидшення | 30 м/хв | |
| Тип напрямної | Лінійна | |
| Швидкість подавання | 1~ 4800 мм/хв | |
| Серводвигун осі X | змінний струм 2,7 кВт | |
| Серводвигун осі Z | змінний струм 2,7 кВт | |
| ШГП осі X Ø/крок | Ø 36 мм/ Крок 8 | |
| ШГП осі Z Ø/крок | Ø 40 мм/ Крок 8 | |
| Упор за осями X/Z (продовження) | X: 960 кгс / Z: 1410 кгс | |
| Турель | ||
| Позиці | 12 | 10 |
| Індексувальний диск | Серводвигун змінного струму FANUC | |
| Швидкість індексування | 0,3 сек. поруч/ 0,5 сек. 180 градусів (один крок) | |
| Точність | Позиціювання: ± 0,00069°, повторюваність: ± 0,00027°. | |
| Приводна 12-позиційна турель (опція) | ||
| Макс. довжина повороту | 690 мм | 680 мм |
| Позиці | 12 | |
| Приводний двигун інструмента | 3,7/5,5 кВт | |
| Крутний момент динамічного інструменту | 23,5/35 Нм (упродовж 30 хв) | |
| Швидкість індексації | 0,3 сек. поруч/ 0,5 сек. 180 градусів (один крок) | |
| Розмір хвостовика інструмента | 25 мм | |
| Діапазон обертів приводного інструменту | 6000 об./хв | |
| Приводна 16-позиційна турель (опція) | ||
| Макс. довжина повороту | 700 мм | 690 мм |
| Позиці | 16 | |
| Привідний двигун приводного інструменту | 3,7 кВт | 5,5 кВт |
| Крутний момент динамічного інструменту | 23,5/35 Нм | |
| Швидкість індексації | 0,3 сек. поруч/ 0,5 сек. 180 градусів (один крок) | |
| Розмір хвостовика інструмента | 20 мм | |
| Хвостовик | ER25 (Ø16 мм) | |
| Діапазон оборотів приводного інструменту | 6000 об/хв | |
| Вісь Y (опція) | ||
| Макс. діаметр повороту | 400 мм | |
| Макс. довжина повороту | 720 мм | 710 мм |
| Макс. переміщення по осі Y | 100 (-50, +50) мм | |
| Прискорене переміщення | 12 м/хв | |
| Тип напрямної | лінійна | |
| Швидкість подачі | 1 ~ 4800 мм/хв | |
| Серводвигун | змінного струму 2,7 кВт | |
| ШГП осі Y Ø / крок | Ø 36 мм / Крок 8 | |
| Упор по осі Y | 960 кгс | |
| Задня бабка (опція) | ||
| Конус центра пінолі | MT#4 (рухливий центр) | |
| Діаметр/хід пінолі | 70 мм | 150 мм |
| Хід основи задньої бабки | 600 мм | |
| Програмоване перо/основа | так | |
| Програмований базовий тип | Позиціюється за допомогою каретки по осі Z | |
| Підшпиндель (опція) | ||
| Діаметр отвору | Ø 66 мм | |
| Діаметр прутка | Ø 51 мм | |
| Діаметр підшипника | Ø 100 мм | |
| Хвостовик | А2-6 | |
| Потужність двигуна | 7,5/11 кВт | |
| Система приводу шпинделя | Прямий ремінний привід | |
| Передавальне число шпинделя | 2:3 | |
| Швидкість обертання | 5000 об/хв | |
| Повна вихідна швидкість шпинделя | 1000 об/хв | |
| Крутний момент шпинделя | 72/105 Нм | |
| Хід осі Z2 | 750 мм | |
| Тип напрямної | лінійна напрямна | |
| ШГП осі Z2 Ø/крок | Ø 36 мм/крок 10 | |
| Загальні дані | ||
| Повторюваність | ± 0,003 мм | |
| Точність позиціонування | 0,015 мм | |
| Контролер ЧПУ | FANUC Oi-TF | |
| Необхідна напруга/потужність | 200/220 змінного струму від +10% до -15%, 3 фази/30 кВА | |
| Гідравлічний об'єм | 30 л | |
| Місткість бака охолоджувальної рідини | 350 л | |
| Помпа охолоджувальної рідини/тиск | 0,5 кВт (3/4 к.с., 60 Гц), номінальний тиск 3 бар (43,5 PSI) | |
| Маса |
6000 кг Верстат із віссю Y: 6500 кг |
|
|
Габарити |
3350 х 2100 х 1905 мм Верстат із віссю Y: 3,350 x 2,100 x 2,255 мм |
|

| Основні | |
|---|---|
| Виробник | Fanuc |
| Додатковий сервіс | Установка, Сервісне обслуговування, Навчання |
| ЧПУ | Так |
| Загальні параметри | |
| Вага | 6000 кг |
| Довжина | 3350 мм |
| Ширина | 2100 мм |
| Висота | 1905 мм |
- Ціна: Ціну уточнюйте